Many precision components require both precise geometry and exceptional surface quality. Understanding the difference between CNC machining and optical polishing—and how they complement each other—ensures you specify and procure the right manufacturing process for your application.
This guide clarifies when each process is appropriate, how they work together, and how to make informed decisions between optical polishing, CNC machining, or combined processes.
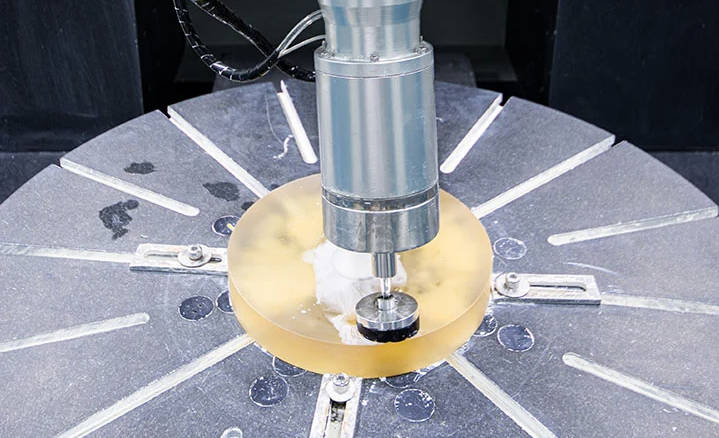
What is CNC Machining?
CNC (Computer Numerical Control) machining removes material using cutting tools under computer control to achieve precise geometries and dimensional tolerances.
CNC Machining Capabilities
Tolerance Achievement:
- Standard machining: ±10-50μm
- Precision machining: ±1-10μm
- Ultra-precision machining: ±0.1-1μm (using Moore or RODERS systems)
Surface Quality:
- Standard machining: Ra 100-500nm (mill finish)
- Precision machining: Ra 50-200nm
- Ultra-precision machining: Ra 20-50nm (diamond turning)
Geometry:
- Rotational symmetry (turning)
- Prismatic shapes (milling)
- Complex geometries (5-axis machining)
- Undercuts and internal features (multi-setup operations)
Typical Applications:
- Precision mechanical components
- Structural parts requiring tight tolerances
- Mold inserts and tooling
- Functional components where surface aesthetics matter
Cost Characteristics:
- Setup costs dominate at low volumes
- Per-part cost decreases with volume through setup amortization
- Tooling costs vary significantly by material and complexity
- Minimum economical quantity: 1-10 pieces
YISHUN’s RODERS five-axis machining centers achieve ±0.5μm tolerances for precision optical components.

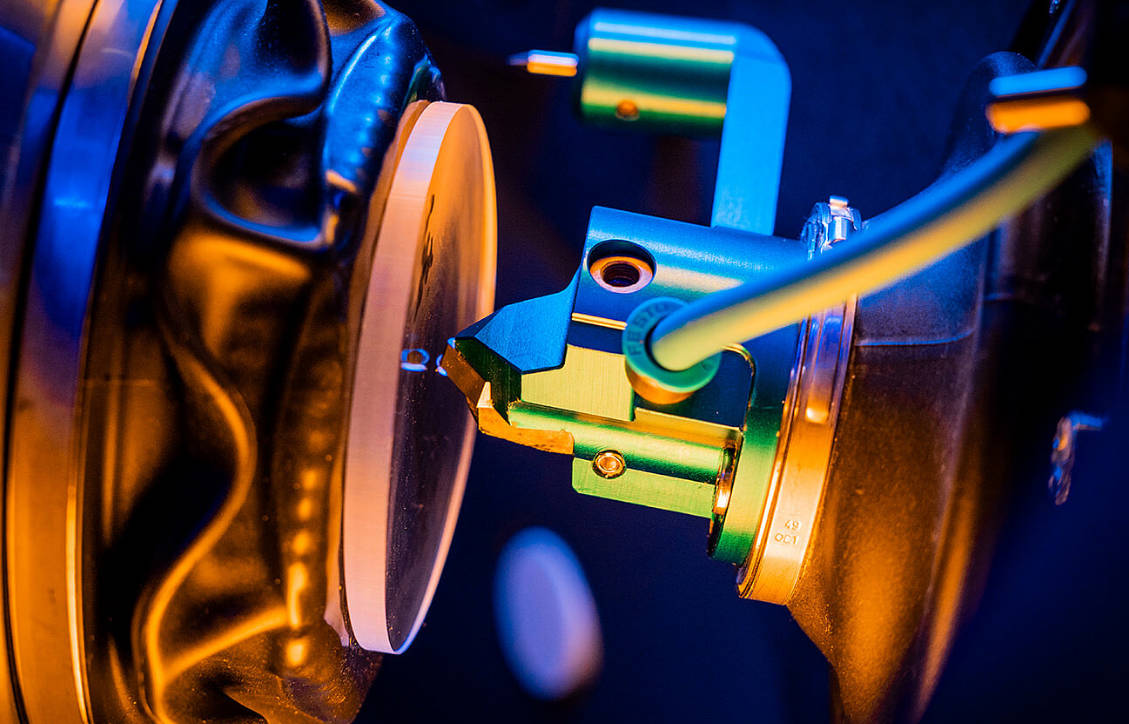
What is Optical Polishing?
Optical polishing refines surface quality through controlled material removal using progressively finer abrasives to achieve sub-nanometer surface roughness.
Optical Polishing Capabilities
Surface Quality:
- Standard polishing: Ra 10-50nm
- Precision polishing: Ra 5-10nm
- Ultra-precision polishing: Ra 1-5nm
- Research-grade: Ra <1nm (specialized applications)
Dimensional Impact:
- Minimal form change (<1μm typically)
- Some dimensional change due to material removal
- Polishing improves form accuracy by removing machining artifacts
Process Characteristics:
- Multi-stage process with progressively finer abrasives
- Extended processing time (minutes to hours per surface)
- Cleanroom environment required for sub-10nm surfaces
- Interferometric verification for quality confirmation
Typical Applications:
- Optical windows and lenses
- Laser system components
- Imaging equipment
- Precision mirrors and reflectors
- High-performance illumination optics
Cost Characteristics:
- Higher per-part cost than machining alone
- Cost increases exponentially with tighter surface requirements
- Minimum economical quantity: 1 piece (prototype feasible)
- Setup costs lower than machining but processing time significant
YISHUN Optical consistently achieves Ra 1nm surface roughness with comprehensive verification documentation.
Comparison: CNC Machining vs Optical Polishing
Capability Comparison
| Characteristic | CNC Machining | Optical Polishing |
|---|---|---|
| Primary Output | Form and geometry | Surface quality |
| Typical Tolerances | ±0.1-50μm | ±0.1-1μm form improvement |
| Surface Roughness | Ra 20-500nm | Ra 1-20nm |
| Processing Time | Minutes to hours | Hours to days |
| Equipment | CNC machines, tooling | Polishing fixtures, abrasives |
| Cost Basis | Setup + tooling | Time + consumables |
| Cleanroom Required | No | Yes for sub-10nm |
| Volume Sensitivity | High (setup-dominated) | Moderate (time-dominated) |
When to Use CNC Machining Alone
CNC machining alone is appropriate when:
Surface Requirements Allow:
- Functional surfaces where Ra 100-500nm is acceptable
- Non-optical applications where appearance matters more than performance
- Components that will be coated or painted (coating hides surface roughness)
Applications:
- Precision mechanical parts
- Structural components
- Mold inserts (where post-machining polishing may be performed by end-user)
- Housings and enclosures
- Heat sinks and thermal components
- Non-critical illumination reflectors
Cost Benefit:
- Significantly lower cost than polishing
- Faster processing
- More predictable lead times
- Broader supplier base
When to Use Optical Polishing Alone
Optical polishing alone is appropriate when:
Starting Condition Allows:
- Pre-formed or cast components requiring surface refinement
- Glass or ceramic blanks requiring surface improvement
- Components with acceptable geometry but poor surface quality
Applications:
- Optical windows requiring surface improvement
- Glass lenses needing surface refinement
- Ceramic components requiring surface polishing
- Cast components needing surface finish improvement
Limitations:
- Cannot create complex geometries
- Limited ability to change form significantly
- More effective on rotationally symmetric shapes
- May require pre-formed blanks
When to Use Combined CNC + Polishing
Combined processes achieve both precision geometry and exceptional surface quality—necessary for most optical components.
When Combined Processes Are Required:
- Precision optics requiring both tight tolerances and excellent surface quality
- Complex optical geometries (aspheres, freeform surfaces)
- Components requiring dimensional accuracy and optical performance
- High-performance reflectors and mirrors
- Laser and photonics components
Process Flow:
- CNC machining creates form and achieves dimensional tolerances
- Coarse polishing removes machining marks and improves surface quality
- Fine polishing achieves target surface roughness (Ra 1-20nm)
- Final inspection verifies both dimensions and surface quality
Cost Implications:
- Combined processes add 50-200% to machining-only cost
- Surface roughness below Ra 5nm increases cost dramatically
- Tight tolerances (<±1μm) increase cost exponentially
- Complex geometry requires additional processing steps
Typical Cost Comparison (Standard part, 100 pieces):
| Process Approach | Relative Cost | Applications |
|---|---|---|
| CNC machining only | 1x (baseline) | Mechanical parts, functional surfaces |
| Polishing only | 2-3x | Surface refinement of formed parts |
| CNC + coarse polishing (Ra 20-50nm) | 2-3x | Standard optics, illumination |
| CNC + precision polishing (Ra 5-20nm) | 3-5x | Quality optics, imaging |
| CNC + ultra-precision polishing (Ra 1-5nm) | 5-15x | Precision optics, lasers |
| CNC + research-grade polishing (Ra <1nm) | 15-30x | Research, specialized applications |

Decision Framework
Step 1: Define Surface Requirements
What surface roughness does your application actually require?
| Application | Required Ra | Recommended Process |
|---|---|---|
| Structural components | Ra 100-500nm | CNC machining only |
| Illumination optics | Ra 20-100nm | CNC machining or polishing |
| Standard optics | Ra 10-20nm | CNC + coarse polishing |
| Imaging optics | Ra 5-10nm | CNC + precision polishing |
| Precision lasers | Ra 1-5nm | CNC + ultra-precision polishing |
| Research optics | Ra <1nm | Specialized polishing |
Step 2: Define Tolerance Requirements
What dimensional accuracy is required?
| Tolerance | Capability | Required Process |
|---|---|---|
| ±50μm | Standard CNC | CNC machining |
| ±10-50μm | Precision CNC | CNC machining |
| ±1-10μm | Precision CNC | CNC machining |
| ±0.1-1μm | Ultra-precision CNC | CNC machining (Moore, RODERS) |
| ±0.01-0.1μm | Specialized processes | Specialized ultra-precision |
Step 3: Evaluate Cost vs. Performance
Balance required performance against budget constraints:
- Specify tolerances you actually need, not tighter than necessary
- Consider whether polishing provides value or if machining surface quality suffices
- Evaluate trade-offs: Tighter tolerances and surface quality increase cost exponentially
- Discuss DFM with your supplier: Often achieve requirements more efficiently with design optimization
Step 4: Select Process Approach
Based on requirements evaluation:
| Requirements | Recommended Approach |
|---|---|
| Ra >50nm, tolerances >±10μm | CNC machining only |
| Ra 20-50nm, tolerances >±5μm | CNC machining or polishing (choose cheaper) |
| Ra 10-20nm, tolerances >±5μm | CNC + coarse polishing |
| Ra 5-10nm, tolerances >±1μm | CNC + precision polishing |
| Ra 1-5nm, tolerances >±0.5μm | CNC + ultra-precision polishing |
| Ra <1nm, tolerances >±0.1μm | Specialized processes, research-grade |
Material Considerations
Different materials behave differently during CNC machining and optical polishing:
Easier to Process:
- Aluminum: Good machinability, good polishability
- Brass: Excellent machinability, good polishability
- Common optical glass: Standard processing techniques
Moderate Difficulty:
- Stainless steel: Harder, slower processing
- Borosilicate glass: Standard techniques apply
- Some ceramics: Abrasive, increased tool wear
Difficult/Expensive:
- Sapphire: Requires diamond tooling, extended polishing
- Silicon carbide: Extremely abrasive, difficult to polish
- Tungsten carbide: Specialized equipment and tooling
Process selection depends on material characteristics and final requirements. Discuss material-specific capabilities with your supplier.
Conclusion
Understanding the distinction between CNC machining and optical polishing—and how they complement each other—ensures you specify the right process for your application requirements. Most optical components benefit from combined processes that achieve both precision geometry and exceptional surface quality.
The decision framework provided helps balance performance requirements against cost considerations. Work with suppliers who provide transparent cost breakdowns and DFM feedback to optimize both cost and performance.
For applications requiring Ra 1nm surface roughness combined with ±0.5μm tolerances, YISHUN Optical offers integrated CNC machining and optical polishing capabilities with documented quality performance.
Ready to discuss your manufacturing process requirements?
Contact YISHUN Optical for process consultation and detailed quotations for your precision optical components.
📧 Email: info@yishunoptical.com 🌐 Website: https://yishunoptical.com/
Frequently Asked Questions
Can I achieve optical surface quality with CNC machining alone?
For some applications, yes. Diamond turning can achieve Ra 20-50nm surface roughness, adequate for many illumination and functional optics. However, sub-10nm surface quality requires dedicated optical polishing processes. Discuss your actual requirements with your supplier.
How much does optical polishing add to CNC machining cost?
Typically 50-200% for standard polishing (Ra 10-50nm), but increases exponentially for tighter requirements. Ra 1nm polishing can cost 10-20x more than CNC machining alone. Actual cost depends on material, geometry, and quantity.
Is polishing always required for optical components?
Not necessarily. Functional reflectors, light guides, and illumination components often achieve adequate performance with CNC machining alone. Reserve polishing for components where surface roughness directly affects optical performance (transmission, scattering, diffraction).
How do I decide between polishing only vs. CNC + polishing?
If your component has acceptable geometry but poor surface quality (cast or formed parts), polishing alone may suffice. If you need to create complex geometry with tight tolerances and excellent surface quality, combined CNC + polishing is required.
What’s the minimum volume for economical polishing?
Polishing costs are less volume-sensitive than machining. Prototype polishing is feasible at 1-5 pieces. Economies of scale develop at 50+ pieces through process optimization and fixture amortization. YISHUN offers prototyping through high-volume production.
How long does optical polishing take compared to CNC machining?
CNC machining typically takes minutes to hours per part. Optical polishing takes hours to days per part, depending on surface requirements and part size. Complex geometries and tighter surface roughness significantly extend polishing time.
Can the same supplier provide both CNC machining and polishing?
Ideally yes. Integrated suppliers like YISHUN provide end-to-end control, reduce handoff risk, and optimize process flow. Separate suppliers for machining and polishing can work but requires additional coordination and quality verification effort.